Araldite 20 20 3s6r3k
This document was ed by and they confirmed that they have the permission to share it. If you are author or own the copyright of this book, please report to us by using this report form. Report 3i3n4
Overview 26281t
& View Araldite 20 20 as PDF for free.
More details 6y5l6z
- Words: 1,342
- Pages: 2
Ciba Specialty Chemicals
Performance polymers
Lap shear strength versus heat a g e i n g o
Cure:16 hours/40 C
Structural Adhesives
As-made value 30 days/ 70°C 60 days/ 70°C 90 days/ 70°C N / m m22 0
5
10
15
20
25
30
Araldite 2020 (XW 396/XW 397) Two component clear epoxy adhesive system
35
Key properties Thermal cycling o
o
100 cycles of 6 hour duration from -30 C to 70 C
4.5N/mm
2
Colour stability test 3mm thick samples placed in a Daylight Test Cabinet for 2 weeks showed only very slight yellowing when checked both visually and using a Minolta Chroma Meter Cr200. The test is equivalent to Ca 10 years
Description
Low viscosity, water white adhesive
•
Especially suitable for glass and ceramic bonding
•
Suitable for clear castings and laminates
•
Refractive glass similar to that of glass
Araldite 2020 is a two component, room temperature curing, low viscosity adhesive specifically designed for glass bonding.
outdoor exposure.
Storage
•
It is also suitable for bonding a wide variety of metals, ceramics, rubbers, rigid plastics and most other
Araldite 2020/A and Araldite 2020/B may be stored for up to 3 years at room temperature provided the
materials in common use.
components are stored in sealed containers. The expiry date is indicated on the label.
Product data Handling precautions
2020/A
2020/B
2020 (mixed)
Caution
Colour (visual)
Water white
Water white
Ciba Specialty Chemicals’ products are generally quite harmless to handle provided that certain
Specific gravity
ca 1.12
ca 0.95
ca 1.1
precautions normally taken when handling chemicals are observed. The uncured materials must not, for
Viscosity (Pas)
ca 150
ca 150
ca 150
instance, be allowed to come into with foodstuffs or food utensils, and measures should be taken to
Pot life (100 gm at 25°C)
40 - 50 minutes
prevent the uncured materials from coming in with the skin, since people with particularly sensitive
Shelf life (2 - 40 C)
skin may be affected. The wearing of impervious rubber or plastic gloves will normally be necessary; likewise the use of eye protection. The skin should be thoroughly cleansed at the end of each working
Water white
-
-
3 years
3 years
-
Refractive index
-
-
1.553
Flash point (°C)
140
>120
-
o
period by washing with soap and warm water. The use of solvents is to be avoided. Disposable paper - not cloth towels - should be used to dry the skin. Adequate ventilation of the working area is recommended. These precautions are described in greater detail in Ciba Specialty Chemicals publication No. 24264/3/e
Processing
Pretreatment The strength and durability of a bonded t are dependant on proper pretreatment of the surfaces to be
Hygienic precautions for handling plastics products of Ciba Specialty Chemicals and in the Ciba Specialty
bonded.
Chemicals Material Safety Data sheets for the individual products. These publications are available on
At the very least, t surfaces should be cleaned with a good degreasing agent such as acetone,
request and should be referred to for fuller information.
trichloroethylene or proprietary degreasing agent in order to remove all traces of oil, grease and dirt. Alcohol, gasoline (petrol) or paint thinners should never be used. The strongest and most durable ts are obtained by either mechanically abrading or chemically etching (“pickling”) the degreased surfaces. Abrading should be followed by a second degreasing treatment
Ciba Specialty Chemicals Performance Polymers
All recommendations for the use of our products, whether given by us in writing, verbally, or to be implied from the results of tests carried out by us, are based on the current state of our knowledge. Notwithstanding any such recommendations the Buyer shall remain responsible for satisfying himself that the products as supplied by us are suitable for his intended process or purpose. Since we cannot control the application, use or processing of the products, we cannot accept responsibility therefor. The Buyer shall ensure that the intended use of the products will not infringe any third party’s intellectual property rights. We warrant that our products are free from defects in accordance with and subject to our general conditions of supply.
Mix ratio
Parts by weight
Parts by volume
Araldite 2020/A
100
100
Araldite 2020/B
30
35
Resin and hardener should be blended until they form a homogeneous mix. Application of adhesive The resin/hardener mix is applied with a spatula to the pretreated and dry t surfaces.
Duxford, Cambridge England CB2 4QA
A layer of adhesive 0.05 to 0.10 mm thick will normally impart the greatest lap shear strength to a t.
Ciba Specialty Chemicals PLC, 1997 ed Trademark of Ciba Specialty Chemicals Holding Inc.
The t components should be assembled and clamped as soon as the adhesive has been applied. An even pressure throughout the t area will ensure optimum cure.
Tel: +44 (0) 1223 832121 Fax: +44 (0) 1223 493322
July 1998
Publication No. A 282 d GB
Page 4 of 4
July 1998
Publication No. A 282 d GB
Page 1 of 4
Equipment maintenance
Lap shear strength versus temperature (ISO 4587) (typical average values)
All tools should be cleaned with hot water and soap before adhesives residues have had time to cure. The
Cure: (a) = 7 days /23°C; (b) = 24 hours/23°C + 30 minutes/80°C
removal of cured residues is a difficult and time-consuming operation. If solvents such as acetone are used for cleaning, operatives should take the appropriate precautions and, in
22
N/mm 40
addition, avoid skin and eye . Times to minimum shear strength °C
10
15
23
40
60
100
hours
24
20
16
3
-
-
minutes
-
-
-
-
90
15
hours
60
48
25
7
2.5
-
minutes
-
-
-
-
-
20
Temperature Cure time to reach LSS > 1N/mm
2
Cure time to reach 2
LSS > 10N/mm
30
10
LSS = Lap shear strength.
Typical cured properties
b
20
°C
a
0 -60
-40
-20
0
20
40
60
80
100
120
140
Unless otherwise stated, the figures given below were all determined by testing standard specimens made by lap-ting 170 x 25 x 1.5 mm strips of aluminium alloy. The t area was 12.5 x 25 mm in each case. Roller peel test (ISO 4578) The figures were determined with typical production batches using standard testing methods. They are
Cured 16 hours/40°C
provided solely as technical information and do not constitute a product specification.
0.21 N/mm
G l a s s t r a n s i t i o n t e m p e r a t u r e ( °C )
39.5
Average lap shear strengths of typical metal-to-metal ts (ISO 4587) Cured for 16 hours at 40 C and tested at 23°C
Lap shear strength versus immersion in various media (typical average values)
Pretreatment - Sand blasting
Unless otherwise stated, L.S.S. was determined after immersion for 90 days at 23°C
o
Aluminium L165
30 days
Steel 37 / 11
Cure: 16 hour/40°C
90 days
As-made value
Stainless steel V4A
IMS
Galvanised steel
Gasoline (petrol)
Copper
Ethyl acetate
Brass
Degraded
Acetic acid, 10%
Glass* N / m m22
60 days
Xylene 0
5
10
15
20
25
30
Lubricating oil Paraffin
*Compression lap shear strength.
Water at 23°C
Average lap shear strengths of typical plastic-to-plastic ts (ISO 4587)
Water at 60°C
Cured for 16 hours at 40 C and tested at 23°C
Water at 90°C
Pretreatment - Lightly abrade and isopropanol degrease.
N / m m22
o
SMC
0
5
10
15
20
25
30
Lap shear strength versus tropical weathering
Polycarbonate
(40/92, DIN 50015; typical average values) o
o
Cure: 16 hours/40 C; Test: at 23 C
ABS Polyamide (nylon 6) N / m m22
0
5
10
15
20
25
As made value
30
After 30 days After 60 days After 90 days 22
N/mm
July 1998
Publication No. A 282 d GB
Page 2 of 4
July 1998
0
Publication No. A 282 d GB
5
10
15
20
25
30
Page 3 of 4
Performance polymers
Lap shear strength versus heat a g e i n g o
Cure:16 hours/40 C
Structural Adhesives
As-made value 30 days/ 70°C 60 days/ 70°C 90 days/ 70°C N / m m22 0
5
10
15
20
25
30
Araldite 2020 (XW 396/XW 397) Two component clear epoxy adhesive system
35
Key properties Thermal cycling o
o
100 cycles of 6 hour duration from -30 C to 70 C
4.5N/mm
2
Colour stability test 3mm thick samples placed in a Daylight Test Cabinet for 2 weeks showed only very slight yellowing when checked both visually and using a Minolta Chroma Meter Cr200. The test is equivalent to Ca 10 years
Description
Low viscosity, water white adhesive
•
Especially suitable for glass and ceramic bonding
•
Suitable for clear castings and laminates
•
Refractive glass similar to that of glass
Araldite 2020 is a two component, room temperature curing, low viscosity adhesive specifically designed for glass bonding.
outdoor exposure.
Storage
•
It is also suitable for bonding a wide variety of metals, ceramics, rubbers, rigid plastics and most other
Araldite 2020/A and Araldite 2020/B may be stored for up to 3 years at room temperature provided the
materials in common use.
components are stored in sealed containers. The expiry date is indicated on the label.
Product data Handling precautions
2020/A
2020/B
2020 (mixed)
Caution
Colour (visual)
Water white
Water white
Ciba Specialty Chemicals’ products are generally quite harmless to handle provided that certain
Specific gravity
ca 1.12
ca 0.95
ca 1.1
precautions normally taken when handling chemicals are observed. The uncured materials must not, for
Viscosity (Pas)
ca 150
ca 150
ca 150
instance, be allowed to come into with foodstuffs or food utensils, and measures should be taken to
Pot life (100 gm at 25°C)
40 - 50 minutes
prevent the uncured materials from coming in with the skin, since people with particularly sensitive
Shelf life (2 - 40 C)
skin may be affected. The wearing of impervious rubber or plastic gloves will normally be necessary; likewise the use of eye protection. The skin should be thoroughly cleansed at the end of each working
Water white
-
-
3 years
3 years
-
Refractive index
-
-
1.553
Flash point (°C)
140
>120
-
o
period by washing with soap and warm water. The use of solvents is to be avoided. Disposable paper - not cloth towels - should be used to dry the skin. Adequate ventilation of the working area is recommended. These precautions are described in greater detail in Ciba Specialty Chemicals publication No. 24264/3/e
Processing
Pretreatment The strength and durability of a bonded t are dependant on proper pretreatment of the surfaces to be
Hygienic precautions for handling plastics products of Ciba Specialty Chemicals and in the Ciba Specialty
bonded.
Chemicals Material Safety Data sheets for the individual products. These publications are available on
At the very least, t surfaces should be cleaned with a good degreasing agent such as acetone,
request and should be referred to for fuller information.
trichloroethylene or proprietary degreasing agent in order to remove all traces of oil, grease and dirt. Alcohol, gasoline (petrol) or paint thinners should never be used. The strongest and most durable ts are obtained by either mechanically abrading or chemically etching (“pickling”) the degreased surfaces. Abrading should be followed by a second degreasing treatment
Ciba Specialty Chemicals Performance Polymers
All recommendations for the use of our products, whether given by us in writing, verbally, or to be implied from the results of tests carried out by us, are based on the current state of our knowledge. Notwithstanding any such recommendations the Buyer shall remain responsible for satisfying himself that the products as supplied by us are suitable for his intended process or purpose. Since we cannot control the application, use or processing of the products, we cannot accept responsibility therefor. The Buyer shall ensure that the intended use of the products will not infringe any third party’s intellectual property rights. We warrant that our products are free from defects in accordance with and subject to our general conditions of supply.
Mix ratio
Parts by weight
Parts by volume
Araldite 2020/A
100
100
Araldite 2020/B
30
35
Resin and hardener should be blended until they form a homogeneous mix. Application of adhesive The resin/hardener mix is applied with a spatula to the pretreated and dry t surfaces.
Duxford, Cambridge England CB2 4QA
A layer of adhesive 0.05 to 0.10 mm thick will normally impart the greatest lap shear strength to a t.
Ciba Specialty Chemicals PLC, 1997 ed Trademark of Ciba Specialty Chemicals Holding Inc.
The t components should be assembled and clamped as soon as the adhesive has been applied. An even pressure throughout the t area will ensure optimum cure.
Tel: +44 (0) 1223 832121 Fax: +44 (0) 1223 493322
July 1998
Publication No. A 282 d GB
Page 4 of 4
July 1998
Publication No. A 282 d GB
Page 1 of 4
Equipment maintenance
Lap shear strength versus temperature (ISO 4587) (typical average values)
All tools should be cleaned with hot water and soap before adhesives residues have had time to cure. The
Cure: (a) = 7 days /23°C; (b) = 24 hours/23°C + 30 minutes/80°C
removal of cured residues is a difficult and time-consuming operation. If solvents such as acetone are used for cleaning, operatives should take the appropriate precautions and, in
22
N/mm 40
addition, avoid skin and eye . Times to minimum shear strength °C
10
15
23
40
60
100
hours
24
20
16
3
-
-
minutes
-
-
-
-
90
15
hours
60
48
25
7
2.5
-
minutes
-
-
-
-
-
20
Temperature Cure time to reach LSS > 1N/mm
2
Cure time to reach 2
LSS > 10N/mm
30
10
LSS = Lap shear strength.
Typical cured properties
b
20
°C
a
0 -60
-40
-20
0
20
40
60
80
100
120
140
Unless otherwise stated, the figures given below were all determined by testing standard specimens made by lap-ting 170 x 25 x 1.5 mm strips of aluminium alloy. The t area was 12.5 x 25 mm in each case. Roller peel test (ISO 4578) The figures were determined with typical production batches using standard testing methods. They are
Cured 16 hours/40°C
provided solely as technical information and do not constitute a product specification.
0.21 N/mm
G l a s s t r a n s i t i o n t e m p e r a t u r e ( °C )
39.5
Average lap shear strengths of typical metal-to-metal ts (ISO 4587) Cured for 16 hours at 40 C and tested at 23°C
Lap shear strength versus immersion in various media (typical average values)
Pretreatment - Sand blasting
Unless otherwise stated, L.S.S. was determined after immersion for 90 days at 23°C
o
Aluminium L165
30 days
Steel 37 / 11
Cure: 16 hour/40°C
90 days
As-made value
Stainless steel V4A
IMS
Galvanised steel
Gasoline (petrol)
Copper
Ethyl acetate
Brass
Degraded
Acetic acid, 10%
Glass* N / m m22
60 days
Xylene 0
5
10
15
20
25
30
Lubricating oil Paraffin
*Compression lap shear strength.
Water at 23°C
Average lap shear strengths of typical plastic-to-plastic ts (ISO 4587)
Water at 60°C
Cured for 16 hours at 40 C and tested at 23°C
Water at 90°C
Pretreatment - Lightly abrade and isopropanol degrease.
N / m m22
o
SMC
0
5
10
15
20
25
30
Lap shear strength versus tropical weathering
Polycarbonate
(40/92, DIN 50015; typical average values) o
o
Cure: 16 hours/40 C; Test: at 23 C
ABS Polyamide (nylon 6) N / m m22
0
5
10
15
20
25
As made value
30
After 30 days After 60 days After 90 days 22
N/mm
July 1998
Publication No. A 282 d GB
Page 2 of 4
July 1998
0
Publication No. A 282 d GB
5
10
15
20
25
30
Page 3 of 4
Related Documents 3h463d

Araldite 20 20 3s6r3k
December 2019 55
#20 x5k8
October 2021 0
20 4n6j3w
August 2020 0
20 4n6j3w
December 2019 89
20/20 Listening: Clarity 1r5q5l
September 2021 0
20 Pianists 20 Licks 644p2
May 2020 6More Documents from "Laurentiu Apostol" 721s28
Araldite 20 20 3s6r3k
December 2019 55
4p345f
February 2023 0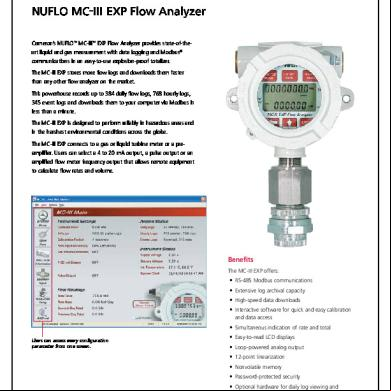
Nuflo-mc-iii-exp-flow-analyzer.pdf 5x5w9
May 2021 0
The Bread Of Salt - Outline g2n30
October 2019 115
Sales Program Oil Gas Industry Mtu Shop 2o2u38
December 2019 49