Raised Face Vs Rtj 6v2qc
This document was ed by and they confirmed that they have the permission to share it. If you are author or own the copyright of this book, please report to us by using this report form. Report 3i3n4
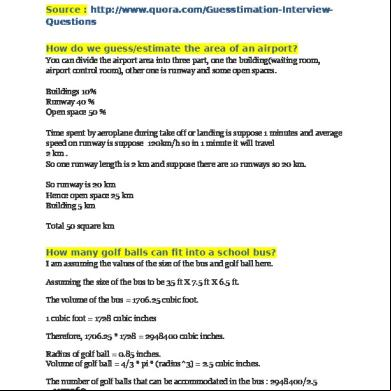
Overview 26281t
& View Raised Face Vs Rtj as PDF for free.
More details 6y5l6z
- Words: 5,638
- Pages: 7
Proceedings of the ASME 2013 Pressure Vessels and Piping Conference PVP2013 July 14-18, 2013, Paris,
PVP2013-97710
A TECHNICAL AND ECONOMIC COMPARISON OF RAISED FACE VERSUS RING T FLANGES Christopher D. Reichert Hatch Ltd. Calgary, Alberta, Canada
Barry Messer Fluor Canada Ltd. Calgary, Alberta, Canada
ABSTRACT On new construction projects, designers are frequently faced with the choice of whether to use raised face or ring t flanges for piping systems. Often, decisions are made based on flange types used in the past, without due consideration for the merits of either style. On major piping projects, the decision can have significant and far reaching impacts for the owner of the facility, from a cost, constructability, and operational point of view. The authors of this paper studied several recent projects in North America and Europe and performed a technical comparison of the strengths and weaknesses of each style of flange. The authors also performed a comprehensive estimate of the cost differential between using the different styles of flanges. The provision of both technical and economic data in one paper is intended to provide a resource of data that designers need to make an informed decision about which style of flange to use. INTRODUCTION On a recent project, the authors were asked to provide recommendations regarding flange style use for high pressure piping systems. The client’s existing practice was to use ring type t flanges for all systems class 900 and greater. The authors’ recommendation was to use raised face flanges with spiral wound gaskets, as it was determined that the use of ring type t flanges would lead to increased cost with a potential reduction in reliability and quality. In preparing the recommendation, the author’s considered many different technical and cost advantages and disadvantages of each style of flange. This paper presents a summary of findings and recommendations. To highlight cost differences, the authors used historical data from a recent petrochemical project to determine quantities and costs of flanges and gaskets. This paper is divided into three main sections. The first section deals exclusively with a technical comparison of raised face flanges versus ring type t flanges. The second section
Larissa C. Reichert Engineering Consultant Calgary, Alberta, Canada
contains an estimate of the differences in cost between the two styles of flanges. The third section highlights some potentially major costs that a designer should consider, but may be difficult to quantify. A brief summary of conclusions and recommendations is presented at the end. NOMENCLATURE RF RTJ
raised face ring type t
SECTION 1 – TECHNICAL COMPARISON History The RTJ flange became popular when asbestos gaskets were in common usage. Asbestos gaskets were typically sheet gaskets, and they were not suitable for high pressure applications due to the increased possibility of blowout. Because of this danger, RTJ flanges became a commonly specified t in higher pressure applications. Around 1989 asbestos-containing gaskets began to be banned or restricted in the United States [1]. Spiral wound gaskets began to gain popularity as the use of asbestos declined. Over the years, improved manufacturing techniques and materials lowered the cost and increased the reliability of spiral wound gaskets, which resulted in their increased usage at higher pressures. Today, many owners use RF flanges with spiral wound gaskets in high pressure, critical applications. Within North America, the use of RTJ flanges for new construction projects has become a relatively rare occurrence. Reliability Discussions with several major gasket manufacturers indicate that there are fewer issues with leakage using RF flanges than with RTJ flanges. Further discussions with facility owners, designers, and engineers for major petrochemical companies yielded similar responses. The general consensus
1
Copyright © 2013 by ASME
was that, given an option between RF and RTJ flanges for new construction, all would recommend using RF flanges. There was some disagreement with regards to whether or not an RTJ connection will perform better during startup and shutdown. Some s feel that in cases of rapid thermal swings, an RF flange with a spiral wound gasket performs better than an RTJ flange with a ring t gasket. The concern with the ring t gasket is that it has a small thermal mass and is in direct with the process fluid, making it more susceptible to differential thermal expansion/contraction in situations where a rapid thermal change occurs. For similar reasons, many s feel that RF flanges are less likely to leak during a fire than RTJ flanges. Gasket Conformability Because an RTJ flange uses a relatively hard metallic gasket, it is difficult for the gasket to fill imperfections in the gasket seating surface. Accurately machined surfaces with a smooth finish, as well as gaskets that have not been abused or scratched are required to successfully seal a t. By comparison, the gaskets used in RF flanged ts typically contain non-metallic fillers and may contain compressible (deformable) metallic windings. These properties cause the gaskets to have high conformability. On a macro level, this permits the gasket to correct for slightly warped or deformed flanges. On a micro level, this permits the gasket to successfully seal small scratches and imperfections in the gasket seating surface. Gasket Compressibility/Recovery Ring t gaskets, being metal, behave in an elastic manner, with a small degree of yielding (due to very high stress) along the line of with the flange. This high stress allows ring t gaskets to successfully seal fluids at very high pressures. The high stiffness of the gasket means that it compresses very little during assembly, and any operating conditions that lead to flange separation could readily cause the t to leak. RF flanges, with semi-metallic gaskets are typically much more compressible, with a good degree of recovery. This permits some degree of flange separation to occur without losing gasket stress as rapidly as would occur with a solid metal gasket [2]. Flange Geometry RTJ flanges and RF flanges are fabricated to identical thicknesses, however the flange facings differ. In an RF flange class 600 and greater, the raised face thickness is 7mm. In an RTJ flange, the facing is the same thickness as the groove [3]. As such, the minimum thickness through the flange will be 7mm less for an RTJ flange than for an RF flange. The lesser thickness in the RTJ flange will result in higher stresses. In addition to having higher stresses, an RTJ flange has a groove cut into the face. This groove acts as a stress riser, leading to higher localized stresses, and may act as an initiation
point for cracks, which is especially concerning in fluid services that contain crack inducing agents. Troubleshooting Leaking ts For an RF flange with a spiral wound gasket, a target bolt stress of 50,000 psi is commonly used [4]. Where problems are encountered, the simplest fix for a leaking t is often to increase the bolt load [5]. It is not uncommon for engineering companies or facility operators to specify bolt stresses of 65,000 psi (or higher), to help compensate for misalignment and moments on the flange in operation [6]. With an RTJ flange and ring t gasket, bolt stresses cannot be raised without increasing the risk of cracking of the flange. This risk may eliminate the use of higher bolt loads to seal leaking flanges. Some possible methods for fixing problem ts would include replacing gaskets, re-machining the gasket seating surfaces, or re-fitting the piping to provide better alignment. These are all costly and time consuming procedures. These methods of troubleshooting problem ts may also be used with an RF flange design. With an RF flange design, problem flanges can also be addressed by changing the gasket type. Rather than spiral wound gaskets, a kammprofile gasket could be used, permitting higher bolt stresses, lowering gasket seating stresses, and decreasing the possibility of blowout, crushing, or extrusion of the gasket [7]. In most cases, substitution of alternate gaskets is not a ready and reliable fix for an RTJ flange. Through discussions with various s, the authors found general agreement that RTJ flanges require more troubleshooting during assembly, hydrotesting, and startup. Discussions with construction personnel and analysis of past projects indicate that (for experienced pipefitters) it takes about twice as much time to troubleshoot RTJ flange fit-up as is required for RF flanges. With inexperienced pipefitters, even more time would be required to troubleshoot leaking ts. Workforce Familiarity with RTJ Flanges The authors estimate that at least 50% of pipefitters in western Canada have limited or no experience with the assembly of RTJ flanges. This inexperience increases the risk of poor assembly practices, which can lead to problems both during startup and during operations. Designers should consider the experience level of local labor when deciding which t style to specify. As noted earlier, one critical problem regarding RTJ flanges is that high stress in the flange may lead to cracking at the root of the groove. This problem may be exacerbated by pipefitters overtorquing bolts. Overtorquing bolts on an RF t is much less likely to result in cracking of the flange. Prior to making up of a t, the fit-up and cleanliness of the flanges and gaskets must be verified. With RTJ flanges, inexperienced fitters may use the ring t gasket to act as an alignment guide when bringing the flange faces together. Misalignment between flanges, imperfections in the flange facings, or foreign substances on the gasket or flange will cause the gasket sealing surface to be “dragged” across the surface of
2
Copyright © 2013 by ASME
the groove, potentially scoring the seating surface and increasing the risk of leakage. The problem of worker unfamiliarity with RTJ flanges may be addressed through proper training, which would add costs not typically incurred for RF flanges. Inspection Techniques For lower risk boltups, quality control procedures may require the use of breakaway torque to that sufficient load has been placed on the bolts. This technique typically will only that nut rotation does not begin below a certain level of torque. It is subject to significant human error in practice and is not an accurate measure of the bolt load. The reliability of breakaway torque as an inspection method is not good for ts that have not been recently torqued, and is only a fair inspection method for recently torqued ts [8]. This quality control method may not do an adequate job of identifying overtorquing that could lead to cracking in RTJ flanges. For this reason, it may not be appropriate to use breakaway torque as an inspection method for RTJ flanges. For more critical applications, ultrasonic bolt elongation measurements may be used to actual bolt loads. For projects using RF flanges, this verification would normally include selected class 900 piping and all piping class 1500 and higher. If RTJ flanges are used, this verification should be extended to all class 900 services to reduce the risk of cracking the flanges. Because of the increased risk of cracking in an RTJ flange, inspection costs will need to be higher for the same level of reliability. Configuration An RTJ flange has a ring t gasket that seats in a groove. RTJ flanges must be capable of spreading far enough apart to permit insertion of the gasket. Often, a removable spool is required to allow sufficient movement in the pipe. In contrast, RF flanges can usually be spread far enough apart to permit insertion of a gasket without requiring a removable spool. Adding removable spools increases the number of ts, which increases both cost and potential leak points. These spools may necessitate additional access for lifting devices, which is normally not included in cost comparisons between RTJ and RF type systems. The configuration requirement for RTJ flanges eliminates the possibility of close coupling equipment. As such, more plot space or additional structural steel may be required to permit interconnecting piping between equipment. The grooves in a flange may also create issues during fabrication of high-alloy equipment. Performing an overlay on an RTJ flange may be very difficult in comparison to an RF flange. In some cases, purchase of solid alloy flanges may be required at an increased cost. Availability Within the authors’ region, spiral wound gaskets are used much more frequently than ring t gaskets. For common
metallurgies, spiral wound gaskets are readily available in all standard sizes. For non-standard sizes, manufacturing facilities are located within the region, which speeds up delivery time. One concern with ring t gaskets is that special heat treatments may be required on certain gaskets. This requirement may impact delivery or necessitate the purchase and storage of extra gaskets. The subject of gasket availability is typically only a concern where custom gasket metallurgies, fillers, or heat treatments have been specified. Service Factors As previously stated, RTJ flanges are more susceptible to cracking than RF flanges. When exposed to environments where cracking is a concern, this problem can become aggravated. There have been a number of incidents where austenitic RTJ flanges cracked at the groove as a result of either polythionic acid stress cracking or chloride stress cracking. As such, RTJ flanges may need to be avoided in services where cracking agents exist. Maintenance The requirement to spread flanges for gasket insertion and removal makes maintenance activities more difficult to perform for RTJ flanges than for RF flanges. RTJ flange systems greatly complicate the task of inserting or swinging blinds and may require the removal of breakout spools. After repeated assemblies/disassemblies of an RTJ connection, it is not uncommon to find deformation to the flange seating surfaces. To fix this damage, remachining or replacement of the flange may be required. These procedures are costly, time consuming, and difficult to plan for during a shutdown. Some owners now cut out all RTJ flanges and replace them with RF flanges whenever a t is disassembled because there is a high possibility that RTJ connections will require rework for successful reassembly. There is some disagreement as to whether or not this practice is more cost effective than only trying to troubleshoot problem flanges. SECTION 2 – COST COMPARISON The authors performed a cost estimate for the use of RTJ flanges versus RF flanges for a recently completed piping project in Alberta. The estimate considered 3,200 connections in pressure ratings of class 900 and greater, in sizes from NPS 3/4 through NPS 20. The project was built with RF flanges. Real purchasing data and costs for construction were compiled where available. This data was then used to estimate the cost to build the project using RTJ flanges. The project under study did not use flanged connections for either hydrotest vents/drains, or for process vents/drains. If a project were to use flanged vents and drains, the percentage of small diameter flanged connections would increase significantly and could have an effect on any analysis. Although cost data will not necessarily be applicable in other regions, this estimate will give designers an idea of
3
Copyright © 2013 by ASME
factors to consider when determining which t type to use in their particular installation. Additionally, this estimate will provide designers with useful “order of magnitude” costs for different aspects of construction. All costs are in Canadian dollars. Cost of Installation A survey of historical data indicates that installation costs for making up an RTJ connection are between 10% and 35% higher than for making up an RF connection. For the purposes of this study, the manhour factors quoted in the Estimator’s Piping Man-Hour Manual by John S. Page have been used, which states that an RTJ flange will take 25% longer to make up than an RF flange [9]. The project under study utilized controlled torquing procedures, ultrasonic measurement of bolt loads, and the contractors were working on a cost reimbursable basis. These factors significantly impacted the productivity of the bolting crews. To reflect actual conditions, the authors calculate that a productivity factor of 3.6 should be applied to the manhour factors quoted by Page. A direct hourly rate of $66 per hour was used based on market conditions in the region. The authors calculate the total cost to install RF flanges was $1,396,000, and estimate the cost to install RTJ flanges would be $1,745,000 representing a cost of 25% for using RTJ flanges. Cost of Flanges For the project under study, an analysis was done on the material cost for using RF flanges versus RTJ flanges. The project purchased a total of 2,255 flanges in class 900 and greater pressure ratings. There was a discrepancy between the number of flanges purchased (2,255) and the number of ts assembled (3,200) as flanges on equipment, instruments, and valves were not included in the total count of flanges. A supplier provided a quotation for current costs of both RF and RTJ flanges. The quotation was based on A105N material, in wall thicknesses suitable for full pressure rating, with a 24 week delivery. The percentage paid for RTJ flanges was calculated for each size/pressure rating. On the project being analyzed, 88% of the flanges purchased were A105N material. The authors felt it would be appropriate to use this “spot” for any material type, without introducing significant error. This spot was then applied to historical purchase data for the entire 2,255 flanges to reflect pricing changes over the three year duration of the project. Fluctuating material costs are not uncommon for large multi-year projects. It should also be noted that the was applied to blind flanges, which was a subjective assumption. A relatively small number of blind flanges were used for the project; so further investigation was not considered warranted. The authors did not apply the to flanges on valves, instruments and equipment. It was believed that the incremental cost of an RTJ flange on these items would be
minor and application of the would skew the results of the comparison. The authors calculate that the total material cost of the RF flanges was $370,000, and estimate that the total material cost for RTJ flanges would be $482,000 representing a cost of 30% for using RTJ flanges. This calculation does not include the cost of flanges required for breakout spools needed to facilitate assembly of RTJ connections, which is covered later. Cost of Gaskets 3,200 spiral wound gaskets in various metallurgies were purchased for the project. It was felt that some of the highly specialized metallurgies and purchasing requirements for the gaskets on the project would skew the estimate, so the project’s gasket cost was recalculated assuming only 304L spiral wound gaskets with a carbon steel centering ring and a stainless steel inner ring were used. For comparison purposes, pricing was obtained from a local supplier for soft iron ring t gaskets to be used with RTJ flanges. The authors calculate that the total gasket cost for the RF flanges was $20,000, and estimate that the total gasket cost for RTJ flanges would be $111,000, representing a cost of 455% for using RTJ flanges. This calculation does not include the cost of gaskets required for breakout spools needed to facilitate assembly of RTJ connections, which is covered later. The use of specialized alloys may increase the differential cost. Although not covered in this estimate, the designer should consider that gasket costs will be recurrent if gaskets are replaced each time a t is broken. Cost of Nuts and Bolts Rather than using the actual cost of nuts and bolts purchased for the project, the authors have calculated the cost using only A193-B7 bolts and A194-2H nuts. As with the gaskets, it was felt that some of the highly specialized metallurgies used in the nuts and bolts might skew the estimate. The authors calculate that the total cost for nuts and bolts was $253,000. This cost does not change between RF flanges and RTJ flanges. This calculation does not include the cost of nuts and bolts required for breakout spools needed to facilitate assembly of RTJ connections, which is covered later. Cost of Inspection The authors calculate that approximately $100 per bolted connection was spent on inspection activities, bringing the total cost for inspection on the project to $320,000. This cost does not change between RF flanges and RTJ flanges. This calculation does not include the cost of inspecting additional ts required for breakout spools needed to facilitate assembly of RTJ connections, which is covered later. Cost of Troubleshooting For RF flanges, it is estimated that an additional 5% of the manhours required to make up the ts would be required for troubleshooting during testing, commissioning, and startup.
4
Copyright © 2013 by ASME
For RTJ flanges, a factor of 15% of the make-up manhours is estimated for troubleshooting. These factors are highly dependent on the skill of the workforce, and could be substantially higher. Using these factors, the authors estimate that the total cost to troubleshoot RF flanges was $70,000, and estimate the cost to troubleshoot RTJ flanges would be $262,000 representing a cost of 274% for using RTJ flanges. This calculation does not include the cost of troubleshooting additional ts required for breakout spools needed to facilitate assembly of RTJ connections, which is covered later. Additional Cost of Breakout Spools RTJ flanges require that the flanges be spread in order to insert the gasket. This may necessitate additional ts that would not be required for RF flanges, especially at connections to equipment. Discussions with several piping design leads indicated that the number of ts (not flanges) required to permit assembly of an RTJ piping system would be anywhere from 50% to 100% higher than that required for an RF piping system. To get a better idea of the number of additional ts required, purchasing patterns for the project under study were carefully analyzed to determine appropriate factors. No additional allowance was given for blind flanges, which would not require any additional flange sets to permit break out. For flanges NPS 3 and smaller, it was assumed that most installations would involve either instrumentation connections or piping that was flexible enough to be readily spread for gasket installation. For flanges in these sizes, the authors estimated that an RTJ system would require 5% more flanges than an RF system. For flanges NPS 4 and greater, different factors were applied depending upon how the flanges were purchased. The data from the project was broken out by purchase order number, pipe line number, and quantity of flanges; it was possible to speculate how the flanges were used. Three different cases were considered: 1. Orders involving a single flange for a single pipe line number have a high degree of probability of being a single connection to a piece of equipment, and would likely require the purchase of two additional flanges to build a breakout spool. For this case, it is estimated that an RTJ system would require 200% more flanges than an RF system. 2. Where more than one flange was purchased for a single pipe line number, the probability increases that the final installation would have sufficient flexibility to permit assembly and disassembly of the ts. Where two to four flanges were purchased, it is estimated that an RTJ system would require 100% more flanges than an RF system. 3. Where five or more flanges were purchased for a single pipe line number, there is a high probability that sufficient flexibility would exist in the piping system to
disassemble many of the ts. For this case, it is estimated that an RTJ system would require 50% more flanges than an RF system. Based upon these assumptions, it was calculated that an additional 576 flanges, or 288 ts, would be needed to permit assembly and disassembly of the RTJ system. Using the numbers developed earlier, it is estimated that the cost of additional flanges would be $283,000, nuts and bolts would be $52,000 and gaskets would be $19,000. For these ts, it is estimated that the cost of make-up would be $235,000, inspection would be $29,000, and troubleshooting would be $35,000. Each additional flange added to the system would require one weld. No allowance has been added for stress relief of heavy wall piping as the spools would have needed to undergo a furnace stress relief whether or not RTJ flanges were used. The additional cost for welding of additional flanges is estimated to be $431,000. This was calculated using the Page factors for welding of flanges, cut and bevel of pipe, preheat of weld, x-ray on 50% of welds, and applying a productivity factor of 1.5 for shop fabrication. Additional costs for shop handling, welding of alloy piping, or additional elbows/fittings required to achieve suitable flexibility for assembly have not been included. Additional Training Workforce unfamiliarity with RTJ flanges necessitates training to improve the quality of the finished product and to cut down on rework. The authors estimate that the cost of additional workforce training for installing RTJ flanges would be $50,000. Summary of Cost Comparison for Past Project After estimating the costs associated with installation of RF versus RTJ flanges, the authors calculated the percent that would result from installing an RTJ system. Using this , the results of this estimate can be extrapolated to other large projects. With all direct costs included, the authors estimate that an RTJ system will cost at least 77% more than an RF system. Smaller projects would need to be evaluated on a case by case basis. It should be noted that the costs below do not include any indirects. s have not been calculated for welding or training, as these costs were not incurred for an RF system. The welding cost refers to the costs associated with fabricating breakout spools to permit assembly of an RTJ flange.
Item Make-up Flanges Gaskets Bolts/Nuts Inspection Troubleshooting
5
RF Cost $1,396K $370K $20K $253K $320K $70K
RTJ Cost $1,980K $765K $130K $305K $349K $297K
42% 107% 550% 21% 9% 324%
Copyright © 2013 by ASME
Welding Training Total
$0K $0K $2,429K
$431K $50K $4,307K
N/A N/A 77%
Regardless of whether RF or RTJ flanges are used, the designer should note the VERY small cost of the gaskets relative to the total cost of the flanged ts. Frequently, decisions on projects are made based upon which gasket costs less, when in reality, this should not be the most important factor considered when deg a system. SECTION 3 – POTENTIAL MAJOR COSTS When performing the technical and cost comparisons, a number of items were identified that could have significant cost impacts on a project, but were very difficult to quantify. This section provides a brief overview of some big dollar items that a designer should consider when determining which style of flange to use. Configuration of Exchangers/Equipment Use of RTJ connections excludes the possibility of close coupling equipment and exchangers. The need to be able to separate the flanges could require adding elevation between equipment, changing locations of nozzles to the sides of exchangers, reorienting pumps, or adding jumper spools of piping. An arrangement like this could increase the footprint of stacked exchangers. In one situation analyzed, it was anticipated that additional piping, steel and labour required to avoid close coupling equipment could have cost up to $100,000 per stack of exchangers. The actual cost was impossible to accurately quantify without a detailed analysis of several layouts, which was not justified at the time. If close coupling of equipment is desired, the designer should keep flange style selection in mind when performing preliminary equipment layout. Startup Schedule For many projects, a modularized approach to construction is employed, which maximizes the use of closure welds and minimizes the number of field hydrotests of completed piping systems. This approach increases the probability that flanges will leak during commissioning and startup as a faulty t is unlikely to be discovered until the t is pressurized. Hence, the selection of a flange/gasket system that is reliable and easy to troubleshoot becomes critical to controlling cost and schedule during startup and commissioning. Delays during commissioning and startup may be very costly. A one day delay in operations could easily cost millions of dollars in lost revenue. Considering the huge expense associated with delays, it makes good sense economically to use a flange system that is less likely to encounter problems during startup. As discussed previously, minimizing hydrostatic testing, low workforce familiarity with RTJ flanges, tight tolerances required for make-up, and past history showing that RTJ flanges will require more troubleshooting on startup
makes the use of RTJ flanges a potentially expensive proposition. A designer should consider the impact of testing, startup, and commissioning delays when selecting which style of flange a project should use. Leakage During Operation Leakage during operation of a high pressure system can be very costly and potentially hazardous. Bolts should never be torqued while a t is under pressure without very careful attention to the possibility of overstressing a bolt or flange. Cooling down the t can lead to an increase in bolt stress and cause bolts to yield. With that in mind, hot torquing of ts can be an effective way to avoid shutting down a unit to fix minor leaks. Both RF and RTJ flanges carry the risk of yielding bolts due to hot torqueing; however, bolts are relatively inexpensive to replace. An RTJ flange carries an increased risk of overstressing the flange due to hot torquing, which may crack the flange. This risk reduces the ability of operations to fix leaks through hot torquing, and increases the probability that a unit or process needs to be shut down to repair leaks. If a unit does need to be brought down to fix a leaking t, RTJ flanges may require that multiple ts be broken apart in order to correct a single t. This will increase the number of replacement gaskets and the probability that a previously tight t will leak when the unit is restarted. Damage to seating surfaces of a flange during shutdowns may necessitate remachining of flange faces. Ring t gaskets are much less capable of sealing flange face imperfections than gaskets used with RF flanges. Additionally, where RF flanges have been used, the operators have the option to try different styles of gaskets, such as kammprofile, prior to resorting to remachining. As such, damage to RTJ flange seating surfaces is more likely to substantially increase the length of time a unit needs to be shut down. Several experienced owner/operators are currently engaged in programs to systematically replace all RTJ flanges with RF flanges. The direct cost to perform this on an operating facility can easily run into the tens of millions of dollars. If there is any possibility that a facility will want to move away from the use of RTJ flanges in the future, the designer should avoid the use of RTJ flanges at all costs.
CONCLUSIONS AND RECOMMENDATIONS The authors of this paper have come to a number of conclusions regarding the use of RTJ flanges versus RF flanges. 1. The use of RTJ flanges on new construction projects should generally be avoided. There are a number of technical reasons for this, and the cost data presented would indicate that there are few good reasons to choose to use RTJ flanges. Over the years, sufficient experience has been gained by industry to show that RF flanges may be used safely in high pressure applications through proper design, assembly, and gasket selection.
6
Copyright © 2013 by ASME
2. As a rule of thumb, an RTJ installation will cost roughly 77% more than the equivalent RF installation. 3. The cost of a gasket should not be the primary factor looked at when making an economic decision about the use of a certain style of t, as it is relatively minor compared to the total installed cost of a flanged connection. Although the authors have generally recommended the use of RF flanges for new construction projects, they realize that there are situations where an RTJ flange may be a better choice. This paper provides a list of technical details that designers should consider when making a flange or gasket selection. Additionally, where a designer wishes to perform a detailed cost estimate for the use of either style of flange, this paper provides a framework that ensures the estimate will address many issues commonly missed. FUTURE WORK The authors of this paper intend to perform an analysis of other styles of flanges, such as compact flanges and hub type connectors versus raised face flanges to determine the real technical and economic benefits of using each. REFERENCES [1] Bickford, J. H., 1995, An Introduction to the Design and Behavior of Bolted ts, Taylor & Francis Group, New York, NY, p. 691 [2] Czernik, D. E., 1996, Gaskets – Design, Selection, and Testing, McGraw-Hill, New York, NY, pp. 46-47 [3] ASME, 2009, ASME B16.5 Pipe Flanges and Flanged Fittings: NPS ½ Through NPS 24 Metric/Inch Standard, American Society of Mechanical Engineers, New York, NY [4] ASME, 2000, ASME PCC-1-2000 Guidelines for Pressure Boundary Bolted Flange t Assembly, American Society of Mechanical Engineers, New York, NY, p. 8 [5] Brown W., 2006, “Flange Assembly Bolt Load Selection Based on Leak before Break Analysis”, PVP2006-IVT11-93075, Proceedings of ASME PVP2006, ASME, Vancouver, British Columbia [6] Seipp T. G., Reichert C., Messer B., 2007, “Bolted Flange ts Under External Moments: An Analysis Using the Compound Gasket Approach for Spiral Wound Gaskets”, PVP2007-26841, Proceedings of ASME PVP2007, ASME, San Antonio, TX [7] BSI, 2001, DD ENV 1591-2:2001, Flanges and their ts – Design rules for gasketed circular flange connections – Part 2: Gasket parameters, British Standards Institute, London, p. 6 [8] Bickford, J. H., 1995, An Introduction to the Design and Behavior of Bolted ts, Taylor & Francis Group, New York, NY, p. 262 [9] Page, J. S., 1999, Estimator’s Piping Man-Hour Manual, Butterworth-Heinemann, Woburn, MA, p. 84
7
Copyright © 2013 by ASME
PVP2013-97710
A TECHNICAL AND ECONOMIC COMPARISON OF RAISED FACE VERSUS RING T FLANGES Christopher D. Reichert Hatch Ltd. Calgary, Alberta, Canada
Barry Messer Fluor Canada Ltd. Calgary, Alberta, Canada
ABSTRACT On new construction projects, designers are frequently faced with the choice of whether to use raised face or ring t flanges for piping systems. Often, decisions are made based on flange types used in the past, without due consideration for the merits of either style. On major piping projects, the decision can have significant and far reaching impacts for the owner of the facility, from a cost, constructability, and operational point of view. The authors of this paper studied several recent projects in North America and Europe and performed a technical comparison of the strengths and weaknesses of each style of flange. The authors also performed a comprehensive estimate of the cost differential between using the different styles of flanges. The provision of both technical and economic data in one paper is intended to provide a resource of data that designers need to make an informed decision about which style of flange to use. INTRODUCTION On a recent project, the authors were asked to provide recommendations regarding flange style use for high pressure piping systems. The client’s existing practice was to use ring type t flanges for all systems class 900 and greater. The authors’ recommendation was to use raised face flanges with spiral wound gaskets, as it was determined that the use of ring type t flanges would lead to increased cost with a potential reduction in reliability and quality. In preparing the recommendation, the author’s considered many different technical and cost advantages and disadvantages of each style of flange. This paper presents a summary of findings and recommendations. To highlight cost differences, the authors used historical data from a recent petrochemical project to determine quantities and costs of flanges and gaskets. This paper is divided into three main sections. The first section deals exclusively with a technical comparison of raised face flanges versus ring type t flanges. The second section
Larissa C. Reichert Engineering Consultant Calgary, Alberta, Canada
contains an estimate of the differences in cost between the two styles of flanges. The third section highlights some potentially major costs that a designer should consider, but may be difficult to quantify. A brief summary of conclusions and recommendations is presented at the end. NOMENCLATURE RF RTJ
raised face ring type t
SECTION 1 – TECHNICAL COMPARISON History The RTJ flange became popular when asbestos gaskets were in common usage. Asbestos gaskets were typically sheet gaskets, and they were not suitable for high pressure applications due to the increased possibility of blowout. Because of this danger, RTJ flanges became a commonly specified t in higher pressure applications. Around 1989 asbestos-containing gaskets began to be banned or restricted in the United States [1]. Spiral wound gaskets began to gain popularity as the use of asbestos declined. Over the years, improved manufacturing techniques and materials lowered the cost and increased the reliability of spiral wound gaskets, which resulted in their increased usage at higher pressures. Today, many owners use RF flanges with spiral wound gaskets in high pressure, critical applications. Within North America, the use of RTJ flanges for new construction projects has become a relatively rare occurrence. Reliability Discussions with several major gasket manufacturers indicate that there are fewer issues with leakage using RF flanges than with RTJ flanges. Further discussions with facility owners, designers, and engineers for major petrochemical companies yielded similar responses. The general consensus
1
Copyright © 2013 by ASME
was that, given an option between RF and RTJ flanges for new construction, all would recommend using RF flanges. There was some disagreement with regards to whether or not an RTJ connection will perform better during startup and shutdown. Some s feel that in cases of rapid thermal swings, an RF flange with a spiral wound gasket performs better than an RTJ flange with a ring t gasket. The concern with the ring t gasket is that it has a small thermal mass and is in direct with the process fluid, making it more susceptible to differential thermal expansion/contraction in situations where a rapid thermal change occurs. For similar reasons, many s feel that RF flanges are less likely to leak during a fire than RTJ flanges. Gasket Conformability Because an RTJ flange uses a relatively hard metallic gasket, it is difficult for the gasket to fill imperfections in the gasket seating surface. Accurately machined surfaces with a smooth finish, as well as gaskets that have not been abused or scratched are required to successfully seal a t. By comparison, the gaskets used in RF flanged ts typically contain non-metallic fillers and may contain compressible (deformable) metallic windings. These properties cause the gaskets to have high conformability. On a macro level, this permits the gasket to correct for slightly warped or deformed flanges. On a micro level, this permits the gasket to successfully seal small scratches and imperfections in the gasket seating surface. Gasket Compressibility/Recovery Ring t gaskets, being metal, behave in an elastic manner, with a small degree of yielding (due to very high stress) along the line of with the flange. This high stress allows ring t gaskets to successfully seal fluids at very high pressures. The high stiffness of the gasket means that it compresses very little during assembly, and any operating conditions that lead to flange separation could readily cause the t to leak. RF flanges, with semi-metallic gaskets are typically much more compressible, with a good degree of recovery. This permits some degree of flange separation to occur without losing gasket stress as rapidly as would occur with a solid metal gasket [2]. Flange Geometry RTJ flanges and RF flanges are fabricated to identical thicknesses, however the flange facings differ. In an RF flange class 600 and greater, the raised face thickness is 7mm. In an RTJ flange, the facing is the same thickness as the groove [3]. As such, the minimum thickness through the flange will be 7mm less for an RTJ flange than for an RF flange. The lesser thickness in the RTJ flange will result in higher stresses. In addition to having higher stresses, an RTJ flange has a groove cut into the face. This groove acts as a stress riser, leading to higher localized stresses, and may act as an initiation
point for cracks, which is especially concerning in fluid services that contain crack inducing agents. Troubleshooting Leaking ts For an RF flange with a spiral wound gasket, a target bolt stress of 50,000 psi is commonly used [4]. Where problems are encountered, the simplest fix for a leaking t is often to increase the bolt load [5]. It is not uncommon for engineering companies or facility operators to specify bolt stresses of 65,000 psi (or higher), to help compensate for misalignment and moments on the flange in operation [6]. With an RTJ flange and ring t gasket, bolt stresses cannot be raised without increasing the risk of cracking of the flange. This risk may eliminate the use of higher bolt loads to seal leaking flanges. Some possible methods for fixing problem ts would include replacing gaskets, re-machining the gasket seating surfaces, or re-fitting the piping to provide better alignment. These are all costly and time consuming procedures. These methods of troubleshooting problem ts may also be used with an RF flange design. With an RF flange design, problem flanges can also be addressed by changing the gasket type. Rather than spiral wound gaskets, a kammprofile gasket could be used, permitting higher bolt stresses, lowering gasket seating stresses, and decreasing the possibility of blowout, crushing, or extrusion of the gasket [7]. In most cases, substitution of alternate gaskets is not a ready and reliable fix for an RTJ flange. Through discussions with various s, the authors found general agreement that RTJ flanges require more troubleshooting during assembly, hydrotesting, and startup. Discussions with construction personnel and analysis of past projects indicate that (for experienced pipefitters) it takes about twice as much time to troubleshoot RTJ flange fit-up as is required for RF flanges. With inexperienced pipefitters, even more time would be required to troubleshoot leaking ts. Workforce Familiarity with RTJ Flanges The authors estimate that at least 50% of pipefitters in western Canada have limited or no experience with the assembly of RTJ flanges. This inexperience increases the risk of poor assembly practices, which can lead to problems both during startup and during operations. Designers should consider the experience level of local labor when deciding which t style to specify. As noted earlier, one critical problem regarding RTJ flanges is that high stress in the flange may lead to cracking at the root of the groove. This problem may be exacerbated by pipefitters overtorquing bolts. Overtorquing bolts on an RF t is much less likely to result in cracking of the flange. Prior to making up of a t, the fit-up and cleanliness of the flanges and gaskets must be verified. With RTJ flanges, inexperienced fitters may use the ring t gasket to act as an alignment guide when bringing the flange faces together. Misalignment between flanges, imperfections in the flange facings, or foreign substances on the gasket or flange will cause the gasket sealing surface to be “dragged” across the surface of
2
Copyright © 2013 by ASME
the groove, potentially scoring the seating surface and increasing the risk of leakage. The problem of worker unfamiliarity with RTJ flanges may be addressed through proper training, which would add costs not typically incurred for RF flanges. Inspection Techniques For lower risk boltups, quality control procedures may require the use of breakaway torque to that sufficient load has been placed on the bolts. This technique typically will only that nut rotation does not begin below a certain level of torque. It is subject to significant human error in practice and is not an accurate measure of the bolt load. The reliability of breakaway torque as an inspection method is not good for ts that have not been recently torqued, and is only a fair inspection method for recently torqued ts [8]. This quality control method may not do an adequate job of identifying overtorquing that could lead to cracking in RTJ flanges. For this reason, it may not be appropriate to use breakaway torque as an inspection method for RTJ flanges. For more critical applications, ultrasonic bolt elongation measurements may be used to actual bolt loads. For projects using RF flanges, this verification would normally include selected class 900 piping and all piping class 1500 and higher. If RTJ flanges are used, this verification should be extended to all class 900 services to reduce the risk of cracking the flanges. Because of the increased risk of cracking in an RTJ flange, inspection costs will need to be higher for the same level of reliability. Configuration An RTJ flange has a ring t gasket that seats in a groove. RTJ flanges must be capable of spreading far enough apart to permit insertion of the gasket. Often, a removable spool is required to allow sufficient movement in the pipe. In contrast, RF flanges can usually be spread far enough apart to permit insertion of a gasket without requiring a removable spool. Adding removable spools increases the number of ts, which increases both cost and potential leak points. These spools may necessitate additional access for lifting devices, which is normally not included in cost comparisons between RTJ and RF type systems. The configuration requirement for RTJ flanges eliminates the possibility of close coupling equipment. As such, more plot space or additional structural steel may be required to permit interconnecting piping between equipment. The grooves in a flange may also create issues during fabrication of high-alloy equipment. Performing an overlay on an RTJ flange may be very difficult in comparison to an RF flange. In some cases, purchase of solid alloy flanges may be required at an increased cost. Availability Within the authors’ region, spiral wound gaskets are used much more frequently than ring t gaskets. For common
metallurgies, spiral wound gaskets are readily available in all standard sizes. For non-standard sizes, manufacturing facilities are located within the region, which speeds up delivery time. One concern with ring t gaskets is that special heat treatments may be required on certain gaskets. This requirement may impact delivery or necessitate the purchase and storage of extra gaskets. The subject of gasket availability is typically only a concern where custom gasket metallurgies, fillers, or heat treatments have been specified. Service Factors As previously stated, RTJ flanges are more susceptible to cracking than RF flanges. When exposed to environments where cracking is a concern, this problem can become aggravated. There have been a number of incidents where austenitic RTJ flanges cracked at the groove as a result of either polythionic acid stress cracking or chloride stress cracking. As such, RTJ flanges may need to be avoided in services where cracking agents exist. Maintenance The requirement to spread flanges for gasket insertion and removal makes maintenance activities more difficult to perform for RTJ flanges than for RF flanges. RTJ flange systems greatly complicate the task of inserting or swinging blinds and may require the removal of breakout spools. After repeated assemblies/disassemblies of an RTJ connection, it is not uncommon to find deformation to the flange seating surfaces. To fix this damage, remachining or replacement of the flange may be required. These procedures are costly, time consuming, and difficult to plan for during a shutdown. Some owners now cut out all RTJ flanges and replace them with RF flanges whenever a t is disassembled because there is a high possibility that RTJ connections will require rework for successful reassembly. There is some disagreement as to whether or not this practice is more cost effective than only trying to troubleshoot problem flanges. SECTION 2 – COST COMPARISON The authors performed a cost estimate for the use of RTJ flanges versus RF flanges for a recently completed piping project in Alberta. The estimate considered 3,200 connections in pressure ratings of class 900 and greater, in sizes from NPS 3/4 through NPS 20. The project was built with RF flanges. Real purchasing data and costs for construction were compiled where available. This data was then used to estimate the cost to build the project using RTJ flanges. The project under study did not use flanged connections for either hydrotest vents/drains, or for process vents/drains. If a project were to use flanged vents and drains, the percentage of small diameter flanged connections would increase significantly and could have an effect on any analysis. Although cost data will not necessarily be applicable in other regions, this estimate will give designers an idea of
3
Copyright © 2013 by ASME
factors to consider when determining which t type to use in their particular installation. Additionally, this estimate will provide designers with useful “order of magnitude” costs for different aspects of construction. All costs are in Canadian dollars. Cost of Installation A survey of historical data indicates that installation costs for making up an RTJ connection are between 10% and 35% higher than for making up an RF connection. For the purposes of this study, the manhour factors quoted in the Estimator’s Piping Man-Hour Manual by John S. Page have been used, which states that an RTJ flange will take 25% longer to make up than an RF flange [9]. The project under study utilized controlled torquing procedures, ultrasonic measurement of bolt loads, and the contractors were working on a cost reimbursable basis. These factors significantly impacted the productivity of the bolting crews. To reflect actual conditions, the authors calculate that a productivity factor of 3.6 should be applied to the manhour factors quoted by Page. A direct hourly rate of $66 per hour was used based on market conditions in the region. The authors calculate the total cost to install RF flanges was $1,396,000, and estimate the cost to install RTJ flanges would be $1,745,000 representing a cost of 25% for using RTJ flanges. Cost of Flanges For the project under study, an analysis was done on the material cost for using RF flanges versus RTJ flanges. The project purchased a total of 2,255 flanges in class 900 and greater pressure ratings. There was a discrepancy between the number of flanges purchased (2,255) and the number of ts assembled (3,200) as flanges on equipment, instruments, and valves were not included in the total count of flanges. A supplier provided a quotation for current costs of both RF and RTJ flanges. The quotation was based on A105N material, in wall thicknesses suitable for full pressure rating, with a 24 week delivery. The percentage paid for RTJ flanges was calculated for each size/pressure rating. On the project being analyzed, 88% of the flanges purchased were A105N material. The authors felt it would be appropriate to use this “spot” for any material type, without introducing significant error. This spot was then applied to historical purchase data for the entire 2,255 flanges to reflect pricing changes over the three year duration of the project. Fluctuating material costs are not uncommon for large multi-year projects. It should also be noted that the was applied to blind flanges, which was a subjective assumption. A relatively small number of blind flanges were used for the project; so further investigation was not considered warranted. The authors did not apply the to flanges on valves, instruments and equipment. It was believed that the incremental cost of an RTJ flange on these items would be
minor and application of the would skew the results of the comparison. The authors calculate that the total material cost of the RF flanges was $370,000, and estimate that the total material cost for RTJ flanges would be $482,000 representing a cost of 30% for using RTJ flanges. This calculation does not include the cost of flanges required for breakout spools needed to facilitate assembly of RTJ connections, which is covered later. Cost of Gaskets 3,200 spiral wound gaskets in various metallurgies were purchased for the project. It was felt that some of the highly specialized metallurgies and purchasing requirements for the gaskets on the project would skew the estimate, so the project’s gasket cost was recalculated assuming only 304L spiral wound gaskets with a carbon steel centering ring and a stainless steel inner ring were used. For comparison purposes, pricing was obtained from a local supplier for soft iron ring t gaskets to be used with RTJ flanges. The authors calculate that the total gasket cost for the RF flanges was $20,000, and estimate that the total gasket cost for RTJ flanges would be $111,000, representing a cost of 455% for using RTJ flanges. This calculation does not include the cost of gaskets required for breakout spools needed to facilitate assembly of RTJ connections, which is covered later. The use of specialized alloys may increase the differential cost. Although not covered in this estimate, the designer should consider that gasket costs will be recurrent if gaskets are replaced each time a t is broken. Cost of Nuts and Bolts Rather than using the actual cost of nuts and bolts purchased for the project, the authors have calculated the cost using only A193-B7 bolts and A194-2H nuts. As with the gaskets, it was felt that some of the highly specialized metallurgies used in the nuts and bolts might skew the estimate. The authors calculate that the total cost for nuts and bolts was $253,000. This cost does not change between RF flanges and RTJ flanges. This calculation does not include the cost of nuts and bolts required for breakout spools needed to facilitate assembly of RTJ connections, which is covered later. Cost of Inspection The authors calculate that approximately $100 per bolted connection was spent on inspection activities, bringing the total cost for inspection on the project to $320,000. This cost does not change between RF flanges and RTJ flanges. This calculation does not include the cost of inspecting additional ts required for breakout spools needed to facilitate assembly of RTJ connections, which is covered later. Cost of Troubleshooting For RF flanges, it is estimated that an additional 5% of the manhours required to make up the ts would be required for troubleshooting during testing, commissioning, and startup.
4
Copyright © 2013 by ASME
For RTJ flanges, a factor of 15% of the make-up manhours is estimated for troubleshooting. These factors are highly dependent on the skill of the workforce, and could be substantially higher. Using these factors, the authors estimate that the total cost to troubleshoot RF flanges was $70,000, and estimate the cost to troubleshoot RTJ flanges would be $262,000 representing a cost of 274% for using RTJ flanges. This calculation does not include the cost of troubleshooting additional ts required for breakout spools needed to facilitate assembly of RTJ connections, which is covered later. Additional Cost of Breakout Spools RTJ flanges require that the flanges be spread in order to insert the gasket. This may necessitate additional ts that would not be required for RF flanges, especially at connections to equipment. Discussions with several piping design leads indicated that the number of ts (not flanges) required to permit assembly of an RTJ piping system would be anywhere from 50% to 100% higher than that required for an RF piping system. To get a better idea of the number of additional ts required, purchasing patterns for the project under study were carefully analyzed to determine appropriate factors. No additional allowance was given for blind flanges, which would not require any additional flange sets to permit break out. For flanges NPS 3 and smaller, it was assumed that most installations would involve either instrumentation connections or piping that was flexible enough to be readily spread for gasket installation. For flanges in these sizes, the authors estimated that an RTJ system would require 5% more flanges than an RF system. For flanges NPS 4 and greater, different factors were applied depending upon how the flanges were purchased. The data from the project was broken out by purchase order number, pipe line number, and quantity of flanges; it was possible to speculate how the flanges were used. Three different cases were considered: 1. Orders involving a single flange for a single pipe line number have a high degree of probability of being a single connection to a piece of equipment, and would likely require the purchase of two additional flanges to build a breakout spool. For this case, it is estimated that an RTJ system would require 200% more flanges than an RF system. 2. Where more than one flange was purchased for a single pipe line number, the probability increases that the final installation would have sufficient flexibility to permit assembly and disassembly of the ts. Where two to four flanges were purchased, it is estimated that an RTJ system would require 100% more flanges than an RF system. 3. Where five or more flanges were purchased for a single pipe line number, there is a high probability that sufficient flexibility would exist in the piping system to
disassemble many of the ts. For this case, it is estimated that an RTJ system would require 50% more flanges than an RF system. Based upon these assumptions, it was calculated that an additional 576 flanges, or 288 ts, would be needed to permit assembly and disassembly of the RTJ system. Using the numbers developed earlier, it is estimated that the cost of additional flanges would be $283,000, nuts and bolts would be $52,000 and gaskets would be $19,000. For these ts, it is estimated that the cost of make-up would be $235,000, inspection would be $29,000, and troubleshooting would be $35,000. Each additional flange added to the system would require one weld. No allowance has been added for stress relief of heavy wall piping as the spools would have needed to undergo a furnace stress relief whether or not RTJ flanges were used. The additional cost for welding of additional flanges is estimated to be $431,000. This was calculated using the Page factors for welding of flanges, cut and bevel of pipe, preheat of weld, x-ray on 50% of welds, and applying a productivity factor of 1.5 for shop fabrication. Additional costs for shop handling, welding of alloy piping, or additional elbows/fittings required to achieve suitable flexibility for assembly have not been included. Additional Training Workforce unfamiliarity with RTJ flanges necessitates training to improve the quality of the finished product and to cut down on rework. The authors estimate that the cost of additional workforce training for installing RTJ flanges would be $50,000. Summary of Cost Comparison for Past Project After estimating the costs associated with installation of RF versus RTJ flanges, the authors calculated the percent that would result from installing an RTJ system. Using this , the results of this estimate can be extrapolated to other large projects. With all direct costs included, the authors estimate that an RTJ system will cost at least 77% more than an RF system. Smaller projects would need to be evaluated on a case by case basis. It should be noted that the costs below do not include any indirects. s have not been calculated for welding or training, as these costs were not incurred for an RF system. The welding cost refers to the costs associated with fabricating breakout spools to permit assembly of an RTJ flange.
Item Make-up Flanges Gaskets Bolts/Nuts Inspection Troubleshooting
5
RF Cost $1,396K $370K $20K $253K $320K $70K
RTJ Cost $1,980K $765K $130K $305K $349K $297K
42% 107% 550% 21% 9% 324%
Copyright © 2013 by ASME
Welding Training Total
$0K $0K $2,429K
$431K $50K $4,307K
N/A N/A 77%
Regardless of whether RF or RTJ flanges are used, the designer should note the VERY small cost of the gaskets relative to the total cost of the flanged ts. Frequently, decisions on projects are made based upon which gasket costs less, when in reality, this should not be the most important factor considered when deg a system. SECTION 3 – POTENTIAL MAJOR COSTS When performing the technical and cost comparisons, a number of items were identified that could have significant cost impacts on a project, but were very difficult to quantify. This section provides a brief overview of some big dollar items that a designer should consider when determining which style of flange to use. Configuration of Exchangers/Equipment Use of RTJ connections excludes the possibility of close coupling equipment and exchangers. The need to be able to separate the flanges could require adding elevation between equipment, changing locations of nozzles to the sides of exchangers, reorienting pumps, or adding jumper spools of piping. An arrangement like this could increase the footprint of stacked exchangers. In one situation analyzed, it was anticipated that additional piping, steel and labour required to avoid close coupling equipment could have cost up to $100,000 per stack of exchangers. The actual cost was impossible to accurately quantify without a detailed analysis of several layouts, which was not justified at the time. If close coupling of equipment is desired, the designer should keep flange style selection in mind when performing preliminary equipment layout. Startup Schedule For many projects, a modularized approach to construction is employed, which maximizes the use of closure welds and minimizes the number of field hydrotests of completed piping systems. This approach increases the probability that flanges will leak during commissioning and startup as a faulty t is unlikely to be discovered until the t is pressurized. Hence, the selection of a flange/gasket system that is reliable and easy to troubleshoot becomes critical to controlling cost and schedule during startup and commissioning. Delays during commissioning and startup may be very costly. A one day delay in operations could easily cost millions of dollars in lost revenue. Considering the huge expense associated with delays, it makes good sense economically to use a flange system that is less likely to encounter problems during startup. As discussed previously, minimizing hydrostatic testing, low workforce familiarity with RTJ flanges, tight tolerances required for make-up, and past history showing that RTJ flanges will require more troubleshooting on startup
makes the use of RTJ flanges a potentially expensive proposition. A designer should consider the impact of testing, startup, and commissioning delays when selecting which style of flange a project should use. Leakage During Operation Leakage during operation of a high pressure system can be very costly and potentially hazardous. Bolts should never be torqued while a t is under pressure without very careful attention to the possibility of overstressing a bolt or flange. Cooling down the t can lead to an increase in bolt stress and cause bolts to yield. With that in mind, hot torquing of ts can be an effective way to avoid shutting down a unit to fix minor leaks. Both RF and RTJ flanges carry the risk of yielding bolts due to hot torqueing; however, bolts are relatively inexpensive to replace. An RTJ flange carries an increased risk of overstressing the flange due to hot torquing, which may crack the flange. This risk reduces the ability of operations to fix leaks through hot torquing, and increases the probability that a unit or process needs to be shut down to repair leaks. If a unit does need to be brought down to fix a leaking t, RTJ flanges may require that multiple ts be broken apart in order to correct a single t. This will increase the number of replacement gaskets and the probability that a previously tight t will leak when the unit is restarted. Damage to seating surfaces of a flange during shutdowns may necessitate remachining of flange faces. Ring t gaskets are much less capable of sealing flange face imperfections than gaskets used with RF flanges. Additionally, where RF flanges have been used, the operators have the option to try different styles of gaskets, such as kammprofile, prior to resorting to remachining. As such, damage to RTJ flange seating surfaces is more likely to substantially increase the length of time a unit needs to be shut down. Several experienced owner/operators are currently engaged in programs to systematically replace all RTJ flanges with RF flanges. The direct cost to perform this on an operating facility can easily run into the tens of millions of dollars. If there is any possibility that a facility will want to move away from the use of RTJ flanges in the future, the designer should avoid the use of RTJ flanges at all costs.
CONCLUSIONS AND RECOMMENDATIONS The authors of this paper have come to a number of conclusions regarding the use of RTJ flanges versus RF flanges. 1. The use of RTJ flanges on new construction projects should generally be avoided. There are a number of technical reasons for this, and the cost data presented would indicate that there are few good reasons to choose to use RTJ flanges. Over the years, sufficient experience has been gained by industry to show that RF flanges may be used safely in high pressure applications through proper design, assembly, and gasket selection.
6
Copyright © 2013 by ASME
2. As a rule of thumb, an RTJ installation will cost roughly 77% more than the equivalent RF installation. 3. The cost of a gasket should not be the primary factor looked at when making an economic decision about the use of a certain style of t, as it is relatively minor compared to the total installed cost of a flanged connection. Although the authors have generally recommended the use of RF flanges for new construction projects, they realize that there are situations where an RTJ flange may be a better choice. This paper provides a list of technical details that designers should consider when making a flange or gasket selection. Additionally, where a designer wishes to perform a detailed cost estimate for the use of either style of flange, this paper provides a framework that ensures the estimate will address many issues commonly missed. FUTURE WORK The authors of this paper intend to perform an analysis of other styles of flanges, such as compact flanges and hub type connectors versus raised face flanges to determine the real technical and economic benefits of using each. REFERENCES [1] Bickford, J. H., 1995, An Introduction to the Design and Behavior of Bolted ts, Taylor & Francis Group, New York, NY, p. 691 [2] Czernik, D. E., 1996, Gaskets – Design, Selection, and Testing, McGraw-Hill, New York, NY, pp. 46-47 [3] ASME, 2009, ASME B16.5 Pipe Flanges and Flanged Fittings: NPS ½ Through NPS 24 Metric/Inch Standard, American Society of Mechanical Engineers, New York, NY [4] ASME, 2000, ASME PCC-1-2000 Guidelines for Pressure Boundary Bolted Flange t Assembly, American Society of Mechanical Engineers, New York, NY, p. 8 [5] Brown W., 2006, “Flange Assembly Bolt Load Selection Based on Leak before Break Analysis”, PVP2006-IVT11-93075, Proceedings of ASME PVP2006, ASME, Vancouver, British Columbia [6] Seipp T. G., Reichert C., Messer B., 2007, “Bolted Flange ts Under External Moments: An Analysis Using the Compound Gasket Approach for Spiral Wound Gaskets”, PVP2007-26841, Proceedings of ASME PVP2007, ASME, San Antonio, TX [7] BSI, 2001, DD ENV 1591-2:2001, Flanges and their ts – Design rules for gasketed circular flange connections – Part 2: Gasket parameters, British Standards Institute, London, p. 6 [8] Bickford, J. H., 1995, An Introduction to the Design and Behavior of Bolted ts, Taylor & Francis Group, New York, NY, p. 262 [9] Page, J. S., 1999, Estimator’s Piping Man-Hour Manual, Butterworth-Heinemann, Woburn, MA, p. 84
7
Copyright © 2013 by ASME
Related Documents 3h463d

Raised Face Vs Rtj 6v2qc
October 2019 46
Flat Face Vs Raised Face 205k2v
October 2019 54
289726999-raised-face-vs-rtj.pdf 413h6e
April 2020 18
Raised Face Flange Ball Valves 4z5vh
December 2019 36
Juntas Rtj 6h5d2b
August 2021 0
October 2019 45
More Documents from "sandeep" 6em18
Guess Estimate Questions 5g4t6b
December 2019 132
Importance Of Small Scale Industries In Indian Economy 2x13n
October 2019 152
Istqb Exam Guidelines 4id3j
January 2022 0
Rc-reddy-polity-material.pdf 3w7018
December 2021 0
Report On Well Logging.docx 3t1a6i
January 2021 0